Humans have been converting raw metal into wire and forming that wire into countless shapes for a long time. Excavations at Stone Age sites have unearthed evidence of thin strips of metal that had been rolled into tube-like structures creating a product that was similar to wire. In the Neolithic period (app: 4000 BC) these soft metal tubes were hammered into a round stalk with a variable diameter and continuous longitudinal seam. Examination of these specimens revealed straightening marks likely caused by rolling the material between two flat surfaces.
Digs at Egyptian sites from as early as
3000 BC unearthed stones bored with tapered holes.

Hieroglyphics suggest that these stones served as crude draw-plates allowing thin strips of metal to be pulled through progressively smaller holes until metal with a desired diameter was achieved. This technique would have produced a straight and relatively stress free wire suitable for jewelry or artworks.
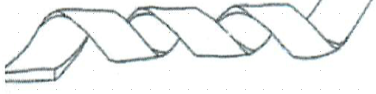
Grecian wire made around 2500 BC revealed a more sophisticated production method known as block-twisting. The process began by hammering metal into square strips. The strips were then tightly twisted forming an almost solid wire with four spiral grooves. A historical reference to this manufacturing technique can be found in the Book of Exodus where the process of beating gold or silver strips into strands and weaving them into fine linen was described.
Technically speaking, this would make sense since the incorporation of wire into fine linen required that each strand free from kinks and stresses and maintain a consistent diameter. The block-twisting method produced short, straight lengths of wire, which would have satisfied these requirements.
![]()
 During the next millennia it appears that not much changed. Then, somewhere between 400 AD to 800 AD two new wire production processes emerged. The first was called strip-drawing and a second process was strip-twisting. Both processes produced short lengths of wire with round cross sections. The significant difference between the two processes was that the strip-drawing process made wire that contained a long and generally parallel seam. This seam would have concentrated stresses making it difficult to work without deforming the diameter. In contrast, strip-twisted wire was made by wrapping a thin metal strip around a removable core. After wrapping, the core was removed and the remaining tube-like structure was rolled to compress and straighten. The result was a solid flexible strand of wire that was reasonably ductile. It is significant to note that neither the strip-drawing nor the strip-twisting process increased the length of the parent material like a true solid drawing process. This avoided the added stresses and axial imbalances that would result from a typical extrusion process.
During the next millennia it appears that not much changed. Then, somewhere between 400 AD to 800 AD two new wire production processes emerged. The first was called strip-drawing and a second process was strip-twisting. Both processes produced short lengths of wire with round cross sections. The significant difference between the two processes was that the strip-drawing process made wire that contained a long and generally parallel seam. This seam would have concentrated stresses making it difficult to work without deforming the diameter. In contrast, strip-twisted wire was made by wrapping a thin metal strip around a removable core. After wrapping, the core was removed and the remaining tube-like structure was rolled to compress and straighten. The result was a solid flexible strand of wire that was reasonably ductile. It is significant to note that neither the strip-drawing nor the strip-twisting process increased the length of the parent material like a true solid drawing process. This avoided the added stresses and axial imbalances that would result from a typical extrusion process.

The next five centuries (900 AD to 1400 AD) saw many wire-making and straightening innovations. Much of this development can be attributed to the birth of craft guilds. These organizations provided a common forum that promoted recruitment, training and expanding the state of the art. The Guilds developed, documented and disseminated techniques and devices that could draw and straighten hard iron alloys. This new capability led to the introduction of implements such as chain mail armor. Guild members with the skills necessary to produce and straighten this specialized wire were in great demand often being offered large incentives to attract them to a particular country or kingdom.
The 15th and 16th centuries saw further wire drawing improvements that enabled wire production from progressively harder and more exotic alloys at a much lower cost. The improved quality and reduced cost made products such as needles, chain, baskets and nails now available to the general population.
By now you may be thinking that this paper seems to be more about wire production than wire straightening. The fact is that for five millennia, from antiquity through much of the 18th century, the need to straighten wire was little more than an afterthought. Remember, products using wire were limited to the relatively short lengths and small batches that the existing technology could produce. Crude straightening methods like rolling, pounding, and twisting were perfectly acceptable. However, beginning about 1830, two innovations that created a demand for long lengths of wire, free from kinks and stresses, would force those primitive straightening techniques to evolve.
The first of these innovations was wire rope. For eons, hemp was considered the premier rope material. However. the superior strength, flexibility and resistance to the elements of wire rope over that of jute and hemp were quickly recognized. Wire rope’s only downside, unlike hemp, was that the lay of each strand had to be precisely controlled. 
A single strand of wire that was crossed or kinked would cause wear points that could compromise the mechanical integrity of the entire rope. Now it was critical that each strand remain in the configuration it was placed. This required that the physical properties of each strand be relatively consistent. Unfortunately the methods available to remove these random and unpredictable stresses, besides being very manual, were time consuming and expensive.
About the same time that the wire rope industry was exploding, Faraday, Ampere and others were making huge strides in the generation, application and transmission of electricity. Faraday’s 1831 announcement of a device that could convert mechanical into electrical energy immediately increased the need for longer lengths of wire with a consistent diameter. In addition to these two developments there were many complimentary innovations that further increased the demand for improved wire control capability. A few of the more notable of these innovations that occurred over the next 40 years included:
1837: Samuel Morse inventing the telegraph
1841: John Robling’s use of wire rope for bridges
1845: William Reid’s process which enabled the production of much longer wire lengths
1876: Alexander Graham Bell’s telephone
1879: Edison’s light bulb and his copper conductor patent
This string of popular innovations created a huge demand for production methods which could transform long continuous lengths of unruly wire into manageable coils. It was apparent that this demand couldn’t be satisfied with traditional straightening methodology. Responding to this need, all sorts of contrivances, claiming to improve the art of wire throughput and straightening were widely promoted.
Many of these “improved” straightening systems merely automated old manual methods or, worse yet, were completely ineffective. For example, one 1843 machine was designed to pass the wire between two mechanically driven reciprocating plates. The downside was that this technique created so much axial stress that each strand had a tendency to twist like a corkscrew. Another advertisement announced a mechanism that claimed to relieve stresses and straighten the wire by shaking the strand as it exited the drawing machine. Since there appears to be only the one reference to this product I suspect that it wasn’t well received.
Between 1850 to 1875, patent history records a multitude of devices that claimed to roll, twist, pound, pull or bend all types of wire into straight, stress free continuous lengths. Although most of these devices promised much more than they could deliver there were a few notable exceptions

One of these exceptions was a device invented by John Adt of New Haven Connecticut. In 1878 he was awarded a patent for a rotary straightener that continuously bent a wire in an overlapping helical pattern. His device had a rotating mandrel revolving around a central axis housing a series of individually adjustable offset die blocks. When optimally adjusted, Adt’s device would continuously rotate around the wire strand bending it past its yield point effectively producing a straight wire strand with predictable handling characteristics. The degree of straightening effort put into a wire could be modified by die block adjustment and by modifying the ratio of the wire feed speed to the number of arbor rotations per minute. Catalogs advertising Adt’s invention often included user’s testimonials extolling the ability of the product to successfully reduce camber and axial distortion without slowing production.
Despite the benefits, Adt’s straightener did have its disadvantages. The dies had the tendency to twist and score the wire surface and it was easy to overwork the metal causing the wire to lose ductility. In addition, non-round or insulated material couldn’t be processed. These limitations initially caused little concern since most wire wasn’t insulated and surface finish and ductility weren’t important. However, these issues would become significant with the invention of the telephone (1876) and electric light bulb (1879).
The introduction of the telephone and light bulb almost overnight created a new residential and commercial market for wire. Between 1877 and 1883 these two inventions resulted in wire installations into thousands of both old and new structures. Unfortunately, with little understanding of the pitfalls of electrification, and in the absence of available standards, short circuits, structure fires, and electrocutions, were everyday occurrences. By 1881 electrical calamities had grown to epidemic proportions as evidenced by the following excerpt taken from a Massachusetts newspaper: “... there were 65 installations of electric lighting in the mills insured by the Manufacturers' Mutual Insurance Companies of New England which were followed by 23 fires in six months, presenting a most hazardous and alarming condition of affairs."
In response to these tragedies, Insurance Underwriters in New York, Boston and other communities adopted material and installation standards for all electric wiring. This soon led to the establishment of the National Fire Protection Association. One of the first achievements of the newly formed National Fire Protection Association (NFPA) was to combine the attributes of the five most commonly accepted electrical standards into one uniform code. The result of their work was what was to become the first National Electric Code (NEC). This new code mandated that any wiring for lighting, telephone, or related purposes be manufactured to NEC standards and follow stringent installation protocol. Standards that were previously applicable to only specific cities or regions were now almost universally applied. Conformance to the code was particularly significant since without certifiable confirmation that the installation met with all provisions of the standard a property was deemed “uninsurable”.
of the National Fire Protection Association. One of the first achievements of the newly formed National Fire Protection Association (NFPA) was to combine the attributes of the five most commonly accepted electrical standards into one uniform code. The result of their work was what was to become the first National Electric Code (NEC). This new code mandated that any wiring for lighting, telephone, or related purposes be manufactured to NEC standards and follow stringent installation protocol. Standards that were previously applicable to only specific cities or regions were now almost universally applied. Conformance to the code was particularly significant since without certifiable confirmation that the installation met with all provisions of the standard a property was deemed “uninsurable”.
The new NEC requirement included the provision that all wire used for electrical transmission be insulated and have a consistent conductor cross sectional diameter. As mentioned previously, Adt’s device could damage the wire insulation of the day as well as change the conductor diameter. This effectively eliminated the ability for Adt’s straightener to be used to make wire for electrical applications. The industry now needed a straightener that could accommodate long continuous lengths of insulated wire without damaging the insulation or affecting the conductor. In response a number of “insulation friendly” straightener designs were granted patents. Many of these alternative designs used either rolling or bending motions to remove the internal stresses. As always, the advertised effectiveness of the majority of these devices greatly exceeded their true capability but, once again, there were exceptions. One of the more unique straighteners that was developed during this period was an invention in June of 18 84 attributed to Hugo Borchardt.
Borchardt’s straightener claimed to have the advantages of a rotary straightener without the corresponding disadvantages. The patent documents the arrangement of a series of variable height pins or rollers which could be adjusted to bear on the surface of the wire at different and constant angles. The interesting aspect of the invention was that the mounting bar did not maintain the rollers or pins in a parallel attitude but was formed in such a way as to make a partial turn around an imaginary center. This allowed the pins or rollers to deflect the wire past its yield point from a multiplicity of angles while maintaining a common centerline. The basic premise of the design was that with this spiral arrangement no two rollers would contact the wire in the same plane increasing the likelihood that at least one of the rollers would make contact at an angle that would relieve any axial or helical stresses resulting in a straight wire. It should be noted that although Mr Borchardt’s patent was unique, there appears to be no advertising or trade publication from the period that would confirm that the idea was commercially successful.

One of the more interesting straightener designs was detailed in a patent application filed by Axel Nilson in December of 1920. The application claimed the ability to change the roller spacing on both the “x” and “y” axis while maintaining a consistent wireline. The patent was unique as it was one of the first straightener designs that focused on easy setup. Nilson claimed that his mechanism enabled a user to quickly adapt this straightener to process a multiplicity of wire gauges quickly and without needing any tools.
In the 100 years that have passed since Nilson’s invention scores of wire straightening patents have been filed. Many of these straightening patents were based on traditional roller or rotary straightening technology while offering added features which expanded applications, provided better durability or allowed quick adjustment.
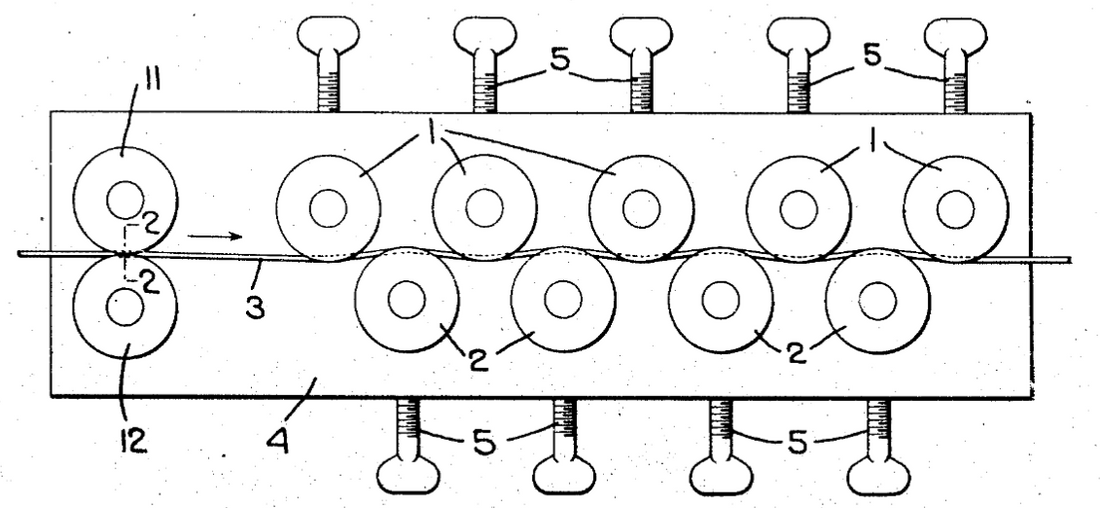
An example of a patent that offered an expanded application to a traditional straightening approach was granted to Charles D Johnson on February 21, 1939. His patent was based on the familiar arrangement that saw upper and lower straightening rollers mounted in a typical staggered format. Also, similar to previous patents, the height of each roller could be individually adjusted relative to one another forcing the wire to travel in a circuitous route. However, the design was unique as it was intended to be used for not just round wire but for any wire cross-sectional shape. Johnson’s invention included two fixed entry rolls directly opposed to one another with specially shaped groves cut into each roller.
 The purpose of these grooved entry rollers was to change the cross sectional shape of the wire. A second claim of his patent was that the staggered and adjustable upper and lower straightening rolls also had grooves that matched those cut into the opposed entry rolls. This arrangement allowed the simultaneous production and straightening of wire with special (non-circular) cross sectional configurations.
The purpose of these grooved entry rollers was to change the cross sectional shape of the wire. A second claim of his patent was that the staggered and adjustable upper and lower straightening rolls also had grooves that matched those cut into the opposed entry rolls. This arrangement allowed the simultaneous production and straightening of wire with special (non-circular) cross sectional configurations.
In the years since the Johnson patent it has become common to see straightener innovation become more and more specialized. Imaginative ideas that target a particular wire type or exotic construction can be quickly built and tested thanks to tools like digital modeling, finite element analysis, and 3D printing. These new ideas can range from helpful, like a simple delineated knob, to very complex mechanisms involving servo systems complete with artificially intelligent sensing capability. The fact remains that throughout the ages the consistent theme has been that advancements in wire straightening follow the introduction of a new wire or a unique product. Today is no exception as wire straightening technology is being driven by the introduction of exotic wire constructions and the ultra stringent quality demands that exists in the global market. As such the application of known wire straightening best practices and the timely recognition and implementation of those innovations that are yet to be discovered will continue to grow in frequency and importance.